
Large de gamme de couches pour l’industrie de la fonderie: aqueuses et alcooliques, pour modèles en polystyrène et autres spécialités.
Couches pour acier
Utilisation
Pour tous types de noyaux et moules fabriqués avec tous types de liants organiques et silicate de sodium.
Caractéristiques
- Bonne suspension, thixotropie, bon pouvoir couvrant et allumage facile pour celles alcooliques. Application au pinceau, à l’arrosage et pulvérisation pour moyens et grands moules et noyaux. Au trempé pour les plus petits noyaux.
- Bonne résistance, faibles dégagements gazeux, sans fissures ni bulles. Offre également une excellente résistance aux impacts. Faible perméabilité. Recommandé pour les températures élevées de coulée de l’acier.
- Surface lisse, ce qui conduit à une belle peau de pièces avec élimination des défauts de surface, et évidemment une amélioration de l’aspect des pièces.

3 1

3 2

User Comments
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FQ7 | Alcool | Poudre de zircon | Moulage en acier avec une section épaisse | Brossage, fluidité |
| FQH500 | Alcool | Poudre de zircon | Acier pièces moyennes | Pinceau |
| FQ5 | Alcool | Poudre de zircon | Acier, petites à moyenne pièces avec sections fines | Pinceau, Arrosage |
| FQ4 | Alcool | Poudre de corindon | Acier, petites à moyennes pièces d’ingénierie | Pinceau, Arrosage |
| FQ400 | Alcool | Poudre de magnésie | Acier à haute teneur en manganèse | Pinceau, Arrosage |
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FS80 | Eau | Poudre de zircon | Aciers hautement alliés | Pinceau, trempé |
| FS290 | Eau | Poudre de forstérite | Aciers à haute teneur en manganèse | Pinceau, trempé |
| FS500 | Eau | Poudre de zircon | Acier petites à moyennes pièces | Pinceau |
Couches pour fonte
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FQ507 | Alcool | Base graphitique | Fontes pièces moyennes à grandes | Pinceau, Arrosage |
| FQ607A | Alcool | Graphite | Fontes pièces moyennes | Pulvérisation |
| FQ707 | Alcool | Graphite | Fontes grandes pièces | Pinceau |
| FQ600 | Alcool | A base de poudre de zircon. | Fontes grosses pièces épaisses | Pinceau, arrosage |
| FQ10 | Alcool | Poudre de forsterite | Réduction ou élimination de défaut de soufre en surface des pièces en fonte | Pinceau, arrosage |
| FQ580 | Alcool | Poudre de bauxite | Fontes , parois épaisses | Pinceau, arrosage |
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FS580 | Eau | Poudre de bauxite | Fontes, pièces moyennes à grandes | Pinceau |
| FAS201 | Eau | Poudre de graphite | Pièces automobiles | Pinceau, trempé |
| FS607 | Eau | Graphite | Fontes pièces moyennes à grandes à parois épaisses | Pinceau, pulvérisation |
Utilisation
Pour tous types de noyaux et moules fabriqués avec tous types de liants organiques et silicate de sodium.
Caractéristiques
- Bonne suspension, thixotropie, bon pouvoir couvrant et allumage facile pour celles alcooliques. Application au pinceau, à l’arrosage et pulvérisation pour moyens et grands moules et noyaux. Au trempé pour les plus petits noyaux.
- Bonne résistance, faibles dégagements gazeux, sans fissures ni bulles. Offre également une excellente résistance aux impacts. Faible perméabilité.
- Surface lisse, ce qui conduit à une belle peau de pièces avec élimination des défauts de surface, et évidemment une amélioration de l’aspect des pièces.

Couches pour modèles en polystyrène
Utilisation
Pour le procédé de moulage de mousse perdu ( polystyrène)
Caractéristiques
- Des réfractaires de haute qualité sont utilisés pour cette gamme de couche pour modèles en polystyrène, avec une excellente résistance au défaut de sable brulé. Bon décapage ce qui conduit à une bonne peau de pièce. Destinées au procédé en mousse perdue (PMP) et V process.
- Bonne adhérence, pas de fissures et grande résistance. Elles renforcent les modèles en polystyrène et réduisent sa déformation.
- Excellente perméabilité et de faible dégagement gazeux réduisent le défaut particulier dit de peau d’éléphant ainsi que le dépôt de carbone causé par la pyrolyse de la mousse de polystyrène.

Lost Foam 2

Lost Foam 1
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FS-EPC10 | Eau | Poudre de bauxite | Petites à moyennes pièces en fonte | Pinceau, arrosage, trempé |
| FS-EPC20 | Eau | Composé de poudre de graphite | Moyennes à grandes pièces en fonte | Pinceau, arrosage |
| FS-EPC30 | Eau | Poudre de zircon | Pièces en acier | Pinceau, arrosage |
| FS303 | Eau | Poudre de forsterite | Pièces en acier à haute teneur en manganèse | Pinceau, trempé |
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FQ800E | Solvant | Poudre de mullite | Moyennes à grandes pièces en fonte | Pinceau, arrosage |
| FQ2S | Solvant | Composé de poudre de zircon. | Grandes pièces en fonte | Pinceau |
Couches pour spéciales applications.
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FQ507 | Alcool | Base graphitique | Fontes pièces moyennes à grandes | Pinceau, Arrosage |
| FQ607A | Alcool | Graphite | Fontes pièces moyennes | Pulvérisation |
| FQ707 | Alcool | Graphite | Fontes grandes pièces | Pinceau |
| FQ600 | Alcool | A base de poudre de zircon. | Fontes grosses pièces épaisses | Pinceau, arrosage |
| FQ10 | Alcool | Poudre de forsterite | Réduction ou élimination de défaut de soufre en surface des pièces en fonte | Pinceau, arrosage |
| FQ580 | Alcool | Poudre de bauxite | Fontes , parois épaisses | Pinceau, arrosage |
| Type | Solvant | Réfractaires | Domaine d’application | Moyen d’application |
|---|---|---|---|---|
| FS580 | Eau | Poudre de bauxite | Fontes, pièces moyennes à grandes | Pinceau |
| FAS201 | Eau | Poudre de graphite | Pièces automobiles | Pinceau, trempé |
| FS607 | Eau | Graphite | Fontes pièces moyennes à grandes à parois épaisses | Pinceau, pulvérisation |

Série FQV de revêtements V-Process à base d’alcool
Utilisation
Pour le moulage V-Process.
Caractéristiques
- Excellente adhérence et forte résistance adhésive au film plastique.
- Bonne perméabilité, résistance élevée, forte réfractarité et excellente résistance au collage du sable, garantissant un bon état de surface.
Revêtement refroidissant FQT100 à base d’alcool
Utilisation
Pour les pièces en fonte, telles que les moteurs.
Caractéristiques
- Excellente thixotropie avec une bonne stabilité en suspension, application facile au pinceau ou par trempage.
- Bon effet refroidissant ; l’application sur les zones chaudes ou les sections à faible dissipation thermique permet de prévenir des défauts tels que le retrait et les ressuages.
Technologie de l’arrosage
- L’enduction par arrosage consiste à utiliser une couche liquide à une viscosité appropriée afin de l’appliquer (par arrosage) sur le noyau ou le moule en sable, de haut en bas, par gravité. Cette méthode est adaptée aux noyaux et moules en sable de taille moyenne à grande.
- Selon les charges utilisées dans le revêtement, la couche appliquée par arrosage peut être appliquée pour les pièces moulées en acier, en fonte ou en aluminium.
- L’application est rapide et permet donc d’améliorer la productivité.
- Aucune compétence particulière de l’opérateur n’est requise par rapport à l’application au pinceau ; une formation minimale de l’opérateur est suffisante.
- L’impact environnemental ainsi que l’évaporation des solvants sont considérablement réduits par rapport à la pulvérisation.
Comment contrôler les revêtements
Les couches jouent un rôle important dans la qualité finale des pièces moulées ; il convient donc d’apporter une attention particulière à leur qualité et à leur application correcte. Le contrôle des couches diluées doit être effectué correctement. Il existe plusieurs méthodes pour mesurer leur qualité avant application :
- Densité : généralement mesurée en pesant 100 ml de couche diluée dans une éprouvette graduée.dans un cylindre gradué.
- Degré Baumé : mesuré à l’aide d’un aréomètre Baumé.
- Temps d’écoulement : mesuré à l’aide d’une coupe Ford n° 4.
Et après application, afin de contrôler l’épaisseur de la couche :
- Épaisseur en mm à l’aide d’un peigne de mesure d’épaisseur de revêtement.
Comment contrôler les revêtements
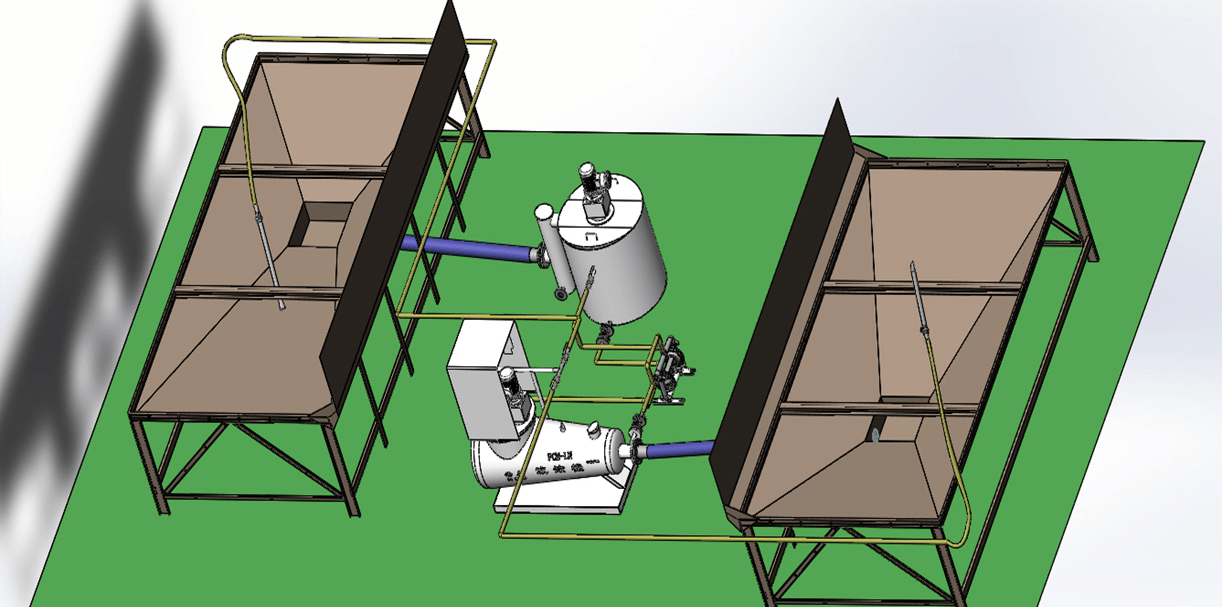
En dehors du réservoir de revêtement par coulée, le revêtement circule en permanence dans un circuit fermé, ce qui permet de réduire l’évaporation des solvants. Le degré Baumé du revêtement est ainsi plus facile à contrôler. Chaque machine de revêtement par coulée peut être équipée de deux ensembles de réservoirs, permettant le revêtement simultané de deux noyaux en sable.
Par rapport à la méthode de revêtement par coulée traditionnelle, la consommation de revêtement peut être réduite d’environ 20 %.
Découvrez SQ Insertec
Contactez-nous et nous vous aiderons dans les plus brefs délais.