
Wide range of coatings for foundry industry: water and alcohol based, foam and other coatings.
Coatings for Steel Castings
Utilization
For various sand cores and moulds made with all types of resin binders and sodium silicate sand.
Features
- Good suspension properties, thixotropy, levelling properties, and easy ignition for those that are alcohol based. Brushing, flowing and spraying for medium and large moulds and cores. Dipping for small cores.
- The coating layer has good strength, low gas emissions, no cracks and no bubbling. It also has excellent impact resistance and low permeability. Recommended for high pouring temperatures of steel casting.
- Smooth surface, which leads to a good surface finish on the casting, the elimination of surface defects, and obviously an improvement in surface quality.

3 1

3 2

User Comments
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FQ7 | Alcohol | Zircon powder | Steel casting with a thick section | Brushing, flowing |
| FQH500 | Alcohol | Zircon powder | Medium steel casting | Brushing |
| FQ5 | Alcohol | Zircon powder | Small to medium steel casting with a thin section | Brushing, flowing |
| FQ4 | Alcohol | Corundum powder | Steel casting for small to medium sized engineering machines | Brushing, flowing |
| FQ400 | Alcohol | Magnesite powder | High-manganese steel casting | Brushing, flowing |
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FS80 | Water | Zircon powder | High alloy steel casting | Brushing, dipping |
| FS290 | Water | Forsterite powder | High-manganese steel casting | Brushing, dipping |
| FS500 | Water | Zircon powder | Small to medium steel casting | Brushing |
Coatings for Iron Castings
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FQ507 | Alcohol | Graphite compound | Medium to large iron casting | Brushing, flowing |
| FQ607A | Alcohol | Graphite | Medium iron casting | Spraying |
| FQ707 | Alcohol | Graphite | Large iron casting | Brushing |
| FQ600 | Alcohol | Zircon powder compound | Large iron casting with heavy section | Brushing, flowing |
| FQ10 | Alcohol | Forsterite powder | Reduce or eliminate the sulfurizing defect on surface of iron casting | Brushing, flowing |
| FQ580 | Alcohol | Bauxite powder | Iron casting with heavy section | Brushing, flowing |
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FS580 | Water | Bauxite powder | Medium to large iron casting | Brushing |
| FAS201 | Water | Graphite powder | Automotive casting | Brushing, dipping |
| FS607 | Water | Graphite | Medium to large iron casting with heavy section | Brushing, Spraying |
Utilization
For various sand cores and moulds made with all types of resin binders and sodium silicate sand.
Features
- Good suspension properties, thixotropy, levelling properties and easy ignition for those that are alcohol based. Brushing, flowing and spraying for medium and large moulds and cores. Dipping for small cores.
- The coating layer has good strength, low gas emissions, no cracks and no bubbling. The layer has excellent impact resistance and low permeability. Recommended for iron casting.
- Smooth surface, which leads to good surface finish on the casting, the elimination of surface defects, and obviously improvement in surface quality.

Lost Foam Coatings
Utilization
For lost foam casting process.
Features
- Outstanding high-quality refractories are used for the lost foam series of coating, using high refractory filler, with excellent sandburn resistance performance. It is easy to peel off after pouring, which leads to good surface finish. Application for lost foam V-Process and EPC process.
- The coating layer has good adhesion, no cracks and high strength. It is reinforced in the polystyrene foam pattern and reduces the deformation by moulding.
- Excellent permeability and low gas emissions, reduces the common defect of the elephant skin and carbon deposition caused by pyrolysis of the polystyrene foam.

Lost Foam 2

Lost Foam 1
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FS-EPC10 | Water | Bauxite powder | Small to medium lost foam iron casting-like box | Brushing, flowing, dipping |
| FS-EPC20 | Water | Graphite powder compound | Medium to large lost foam iron casting like tooling | Brushing, flowing |
| FS-EPC30 | Water | Zircon powder | Lost foam steel casting | Brushing, flowing |
| FS303 | Water | Forsterite powder | Lost foam High-manganese steel casting | Brushing, dipping |
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FQ800E | Solvent | Mullite powder | Medium to large lost foam iron casting | Brushing, flowing |
| FQ2S | Solvent | Zircon powder compound | Large lost foam iron casting | Brushing |
Specialized coating
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FQ507 | Alcohol | Graphite compound | Medium to large iron casting | Brushing, flowing |
| FQ607A | Alcohol | Graphite | Medium iron casting | Spraying |
| FQ707 | Alcohol | Graphite | Large iron casting | Brushing |
| FQ600 | Alcohol | Zircon powder compound | Large iron casting with heavy section | Brushing, flowing |
| FQ10 | Alcohol | Forsterite powder | Reduce or eliminate the sulfurizing defect on surface of iron casting | Brushing, flowing |
| FQ580 | Alcohol | Bauxite powder | Iron casting with heavy section | Brushing, flowing |
| Type | Solvent | Refractory | Application field | Coating method |
|---|---|---|---|---|
| FS580 | Water | Bauxite powder | Medium to large iron casting | Brushing |
| FAS201 | Water | Graphite powder | Automotive casting | Brushing, dipping |
| FS607 | Water | Graphite | Medium to large iron casting with heavy section | Brushing, Spraying |

FQV series of alcohol based V-Process coating
Utilization
For V-Process casting.
Features
- Excellent adhesion and adhesive strength to the plastic film.
- Good permeability, high strength, high refractoriness and excellent sand burn-on resistance which leads to good surface finish.
FQT100 alcohol based chill coating
Utilization
For iron casting such as engines.
Features
- Excellent thixotropy with good suspension, easy to apply by brushing or dipping.
- Good chill performance, application on the hot spot or section with poor heat radiation can prevent defects like shrinkage and bleeding.
Flow coating process technology
- The practice of flow coating, is to use liquid coating at a proper viscosity to water (over pour) the sand core or mould from top to bottom by gravity, it is suitable for medium to large sand core and moulds.
- According to the coating fillers, flow coating can be used for steel, iron or aluminium castings.
- Application is fast therefore it improves productivity.
- No operator special skill in comparison with brushing, only a minimal training of the operator is needed.
- Environment and solvent evaporation is significantly reduced compared to spraying.
How to control the coatings
Coatings play an important part of the final quality of the castings, we should pay attention to the quality of the coatings used and the correct application. Control of the diluted coatings should be done correctly. There are several methods to measure the quality of the coatings before application:
- Density ( it is usually done weigthing 100 ml of the diluted coating in a mesh cylinder)
- Degré Baumé: Using a Baumé meter
- Flowing time: Using a Ford cup N°4
And after application, to control the thickness of the layer:
- Thickness in mm using a “coating thickness comb”
How to control the coatings
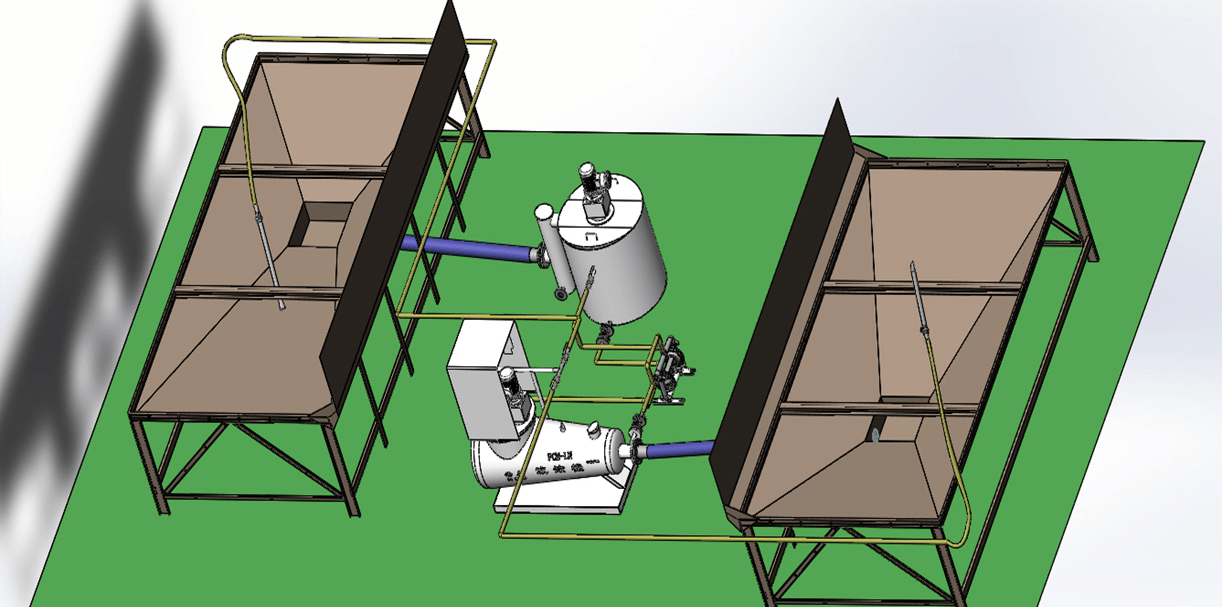
Besides the flow coating tank, the coating is always in closed loop and circulation status, reducing solvent evaporation. Baume of the coating is easier to control. Each flow coating machine can be supplied with two sets of flow coating tanks thus allowing the coating of two sand cores at the same time.
Comparing the normal flow coating method, the coating consumption can be reduced by about 20%.